Release time:2026-05-27 15:50:01 view count:186
The actual length of finished ridge caps is longer or shorter than the set value. Length deviation may appear in individual pieces or continuously across an entire batch, resulting in unstable dimensional consistency.
The cut edge becomes uneven, accompanied by obvious burrs, tearing, or curling. These defects negatively affect appearance quality and subsequent installation accuracy.
The end of the ridge cap bends, sinks, or twists after cutting. The cross-section loses its original formed shape due to excessive or uneven cutting force.
The cutter fails to fully cut through the material, leaving a connecting bridge between sections, or the cutting system does not execute the cutting action at all.
Sharp impact sounds or continuous rattling occur during cutting. The cutting unit vibrates strongly and the disturbance may spread to nearby machine components.
The cutter moves sluggishly, gets stuck mid-stroke, or fails to return to its initial position, interrupting continuous production.
Faulty sensors, encoders, or control signals lead to incorrect length measurement. Loose installation can also cause signal drift and inaccurate cutting positioning.
Long-term operation causes blade dulling, chipping, or wear, resulting in poor shearing quality and burr formation.
Uneven or incorrect blade clearance causes unbalanced cutting force, leading to incomplete cutting and distorted edges.
Weak or loose clamping fails to hold the profile firmly during cutting, causing material shifting and dimensional errors.
Hydraulic or pneumatic instability, worn transmission parts, or insufficient power output lead to slow action, jamming, or incomplete cutting strokes.
Metal chips accumulate in the cutting zone, while insufficient lubrication increases friction, leading to jamming and abnormal wear.
Mismatch between feeding speed, clamping timing, and cutting action causes pulling force on the profile, resulting in deformation.
Recalibrate sensors and encoders, secure mounting brackets, and verify signal accuracy. Replace faulty electronic components and fine-tune system parameters through repeated trial cuts.
Sharpen or replace worn blades. Adjust blade clearance according to material thickness to ensure balanced shearing on both sides.
Strengthen clamping force and ensure stable fixation before cutting. Optimize cutting speed and reduce impact force during shearing.
Adjust cutter stroke and mechanical position to ensure full cutting travel. Inspect hydraulic/pneumatic systems and repair pressure abnormalities or control faults.
Tighten all fasteners, realign cutter assemblies, and lubricate moving parts to reduce friction and vibration.
Clean debris from cutting gaps and guide tracks. Dredge lubrication channels, replenish lubricant, and repair or replace stuck components.
Check blade sharpness, wear, and clearance each shift. Replace or sharpen tools promptly when deterioration is found.
Inspect clamping force and movement daily to ensure stable fixation. Periodically calibrate length detection systems.
Remove debris after each production cycle. Lubricate moving parts regularly to maintain smooth cutting action.
Check hydraulic, pneumatic, and electrical systems for leakage, pressure fluctuation, or poor contact.
Avoid arbitrary adjustment of cutting speed or stroke. Perform trial runs after any parameter change.
During scheduled downtime, disassemble and inspect the entire cutting system and replace worn components in advance.
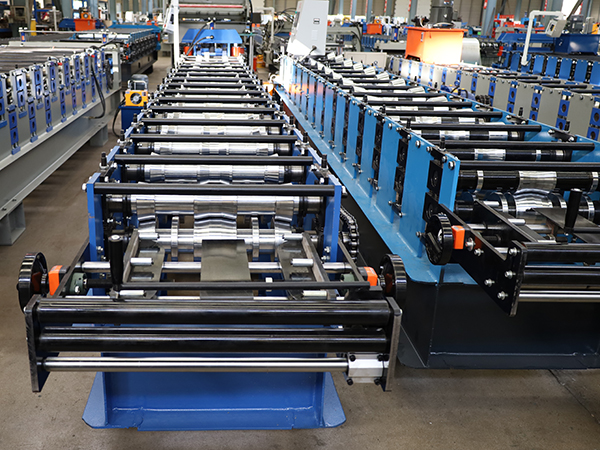
Cutting system faults in ridge cap roll forming machines are mainly caused by sensor errors, tool wear, misalignment, unstable clamping, drive system failure, and insufficient maintenance. Through accurate fault identification and targeted corrective actions, cutting performance can be quickly restored. Combined with routine inspection, lubrication, and tool maintenance, the system can maintain stable operation and ensure cutting precision and product quality.

Copyright © 2026-2027 Mingmu Roll Forming Machinery Manufacture All Rights Reserved